Problem: The Poly(methyl methacrylate); PMMA (Transparent) injection molded part out of tolerance. The dimension in the parallel to flow shorter -0.3 mm than allowing tolerance after annealing.
Solutions: Modify gate (thicker and wider), apply the experiment plan with Melt temperature, Mold Temperature, and Holding pressure
In the last week of September 2021 afternoon, our current customer came via the Chat App (LINE), the most favorite chat Application of Thais at this moment. In the chat, the customer came with their problem the 2-cavity mold of transparent Poly (methyl methacrylate); PMMA parts with 4 mm thickness and molded by a high-performance injection molding machine. The post molded design considered doing an “Annealing” process for 72 hours to release stress inside the part.
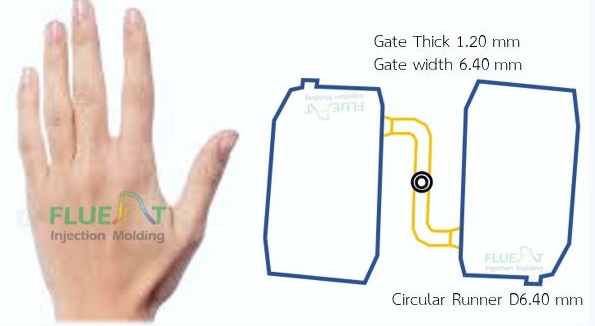
I started to investigate the information I received. The cold runner mold applies 6.40 mm width and 1.20 mm gate thick; Fan Gate. (Fig.1) Runner and sprue size looked suitable for PMMA. For me, the gate was too thin, it should be thicker than 1.20 mm and thicker than the other Amorphous material design, likely ABS, PS design. But it has some reason for the thin gate, the customer says “You cannot make a gate thicker than this” because they will have a problem with the gate cutting. It was terrible to the molders if the thin gate was applied because the lower injection speed limits the processing window and the thin gate is very secure to BLUSH near the gate, especially since this part is transparent PMMA. The experienced molders maybe think about a thick tab gate to prevent the blush and improve the holding pressure phase then cut the thick tab gate with a hot cutter. I checked the screw diameter and shot stroke. The injection molding machine size is suitable for this shot.
Drying was done correctly, as discussed. PMMA is an acrylics material, and it is Hygroscopic, which requires less moisture content (0.1%) like PC, Polycarbonate. The way to reach low moisture content needs to dry in the desiccant-bed type dryer with the correct drying time. The shot stroke and V-P switch-over point and cushion remaining were good from the machine screen picture. I feel the fill time is entirely too long, 4.9 sec for a 1.54D shot stroke (15 mm/sec). The gate thin 1.20 mm is the limitation of applying the faster injection speed, but it was not too bad because the slow injection speed is one of the recommended technics for PMMA. The melt temperature is necessary to increase a bit to lower the melt viscosity.
A digital vernier caliper applied the measurement after ejected from the mold and measured once again before annealing, and the dimension was GOOD since ejected from the mold until before annealing. Then the part was annealed for 72 hours following the process design. After 72 hours, measure the part again after the pieces cool down to room temperature. The result was NOT GOOD, and the dimension is shorter than before and out of the allowing Tolerance -0.30 mm.
Know PMMA before solving the problem
PMMA is one of the unmodified acrylic materials (There are many acrylics polymers; acrylonitrile, acrylates, methacrylate, and copolymer). PMMA in the market has a few different grades depending on MW; molecular weight, comonomer, and additives. At room temperature, PMMA is an amorphous thermoplastic, hard, stiff, and brittle. PMMA’s Glass transition temperature is about 112 °C can be seen in the slope change in the Specific Volume vs Temperature plot (At 0 MPa) Fig.2. From rigid, it will be going to soft, and strength decrease at above Tg.
PMMA is a polar plastic that can absorb moisture(C=O), the water content can affect the dimensions. One of the most important that the designer and molders should know when designing with PMMA. It is the thermal properties concerning to CTE, Coefficient Thermal Expansion. PMMA has higher CTE than metals. When assembly PMMA with metal, it should not be fixed rigidly if the use is under fluctuating temperature. The plastic part can be under stress and crack.
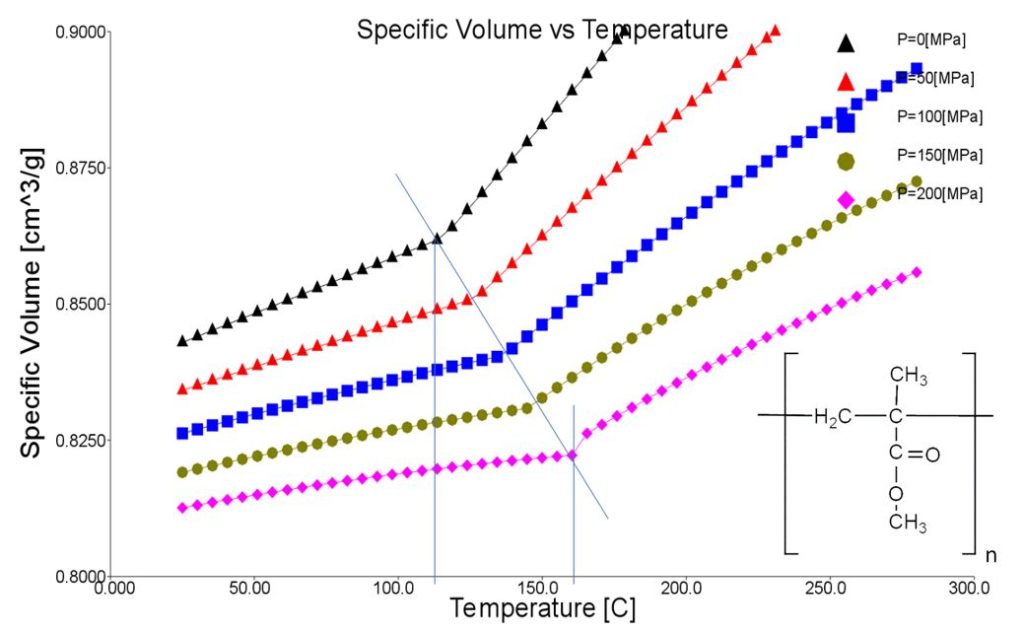
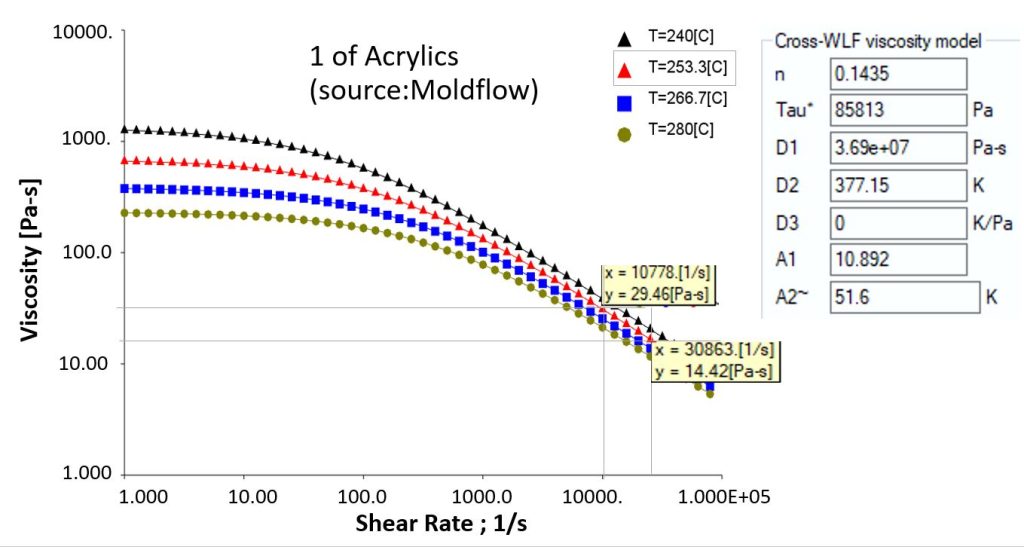
Fig.3 shows the melt viscosity plot of PMMA shows the viscosity change when the Shear Rate increase. The viscosity gets lower when the Shear Rate increase. The viscosity of PMMA in the injection molding processing is higher than the general thermoplastic like Polyethylene, Polypropylene, and Polystyrene. PMMA viscosity is very sensitive to shear rate(injection speed) and temperature. The injection molding machine must be able to provide enough injection pressure (should have at least 100-140 MPa) to maintain the injection speed to push the molten into the cavity. For this case, the machine is quite good. An injection machine that had a vented barrel can be used well with PMMA processing.
A medium to high injection pressure is required due to the higher viscosity than the most above kind of plastics. Mold steel is another thing the mold designer and the molders need to consider. The steel should be strong enough to resist the high pressure during high-pressure filling. The steel with hardening is strongly recommended if high volume production.
Polymers have a consistency index (m) and a power-law index (n) that describe their general viscosity behavior with respect to changing temperature and shear rate. The consistency index is primarily the relationship between the polymer’s viscosity and temperature. PMMA has low both 2 indexes. The low number of indexes indicate that PMMA is very sensitive to viscosity change when shear rate and temperature change. The example of one grade PMMA has a power-law index, n=0.1435, PP+Talc20% (the information from Moldflow Cross-WLF viscosity model). Personally, the close loop temperature controller injection machine should consider used when working with PMMA. The newly developed injection machine mostly has a PID Control or the Proportional Integral Derivative Control; it would be best if the machine had a viscosity measuring and monitoring system. The machine without a good maintenance condition should be avoided.
ANNEALING
Most of the injection molding of PMMA part designed for stress released after molding call ANNEALING. It improves the part will not crack in the condition of use. Annealing is the process of putting the parts after molding into the oven and controlling the temperature and time. The anneal temperature depends on each grade of PMMA normally ranges between 60 °C – 90 °C; the annealing time considers based on the thickness of the part. If the thickness increase considers the annealing time is longer, and if the thickness decreases, the shorter time can be applied. The plastic manufacturer usually has a suggestion in the datasheets and recommendations. In this case, the part thickness is 4.00 mm, then apply 95 °C in the oven for 72 hours.
When molders talk about the annealing process, they mostly think about the part’s internal stress, which will make the part crack or break when the assembly or using condition. They mostly understand that it is the same thing as “Residual Stress.” Yes, It is the same thing they are not wrong, but the very important when we talk about stress in plastic. Molders should have the correct understanding of residual stress that it is the stress in polymer molecules. In the injection molding process, the stress in the molded part is the shear stress. The shear stress at the mold wall is the highest level, and secondary is the stress between molecules that entangle each other, see fig.4